
 No
No
Hjem / Nyheter / Blindnaglemuttere: hva de er, hvordan du installerer dem riktig, og hvilken type du skal velge




Vi ønsker deg velkommen til å kontakte oss, stødig ikke bare din pålitelige leverandør, men også din turstworthy forretningspartner.
 +(86) -133 8863 9264
+(86) -133 8863 9264
Mar 25,2026
Blindnaglemuttere - også kalt rivnutter, gjengede innsatser, blindgjengede innsatser eller muttere - er tynnveggede sylindriske festemidler med en innvendig gjenge som er installert i et forhåndsboret hull fra den ene siden, uten tilgang til baksiden av materialet. Når de er installert, gir de et sterkt, permanent gjenget koblingspunkt i materialer som er for tynne til å holde en nyttig tråd alene, materialer der banking ikke ville gi tilstrekkelig uttrekksstyrke, eller sammenstillinger der baksiden av panelet er helt utilgjengelig etter fabrikasjon.
Installasjonsprinsippet er enkelt, men mekanisk elegant: rivemutteren settes inn gjennom hullet med den gjengede kroppen stikker ut på den tilgjengelige siden. Et innstillingsverktøy griper inn i den indre gjengen og trekker i stammen mens du holder flensen, noe som får den ugjengede bakre delen av kroppen til å kollapse og deformeres utover til en bule som klemmer begge sider av materialet mellom bulen og flensen. Resultatet er en fast, ikke-roterende gjenget feste som er permanent forankret i hullet. Den installerte rivmutteren kan da godta en standard bolt eller skrue fra den tilgjengelige siden, og skaper effektivt en mutter på et sted hvor ingen mutter ellers kunne holdes.
Den ingeniørmessige verdien av blindnaglemuttere er mest tydelig i platefremstilling, der tynne stål- og aluminiumspaneler trenger sikre gjengede forbindelser for deksler, braketter, håndtak og utstyrsmontering uten sveisemuttere eller bruk av muttere som krever tilgang til begge sider. De er like verdifulle i komposittpaneler, hule profiler, plastkapslinger og enhver struktur der kombinasjonen av ensidig tilgang og sterk gjengeinngrep ellers ville kreve en redesign. En godt installert blindnaglemutter i 2 mm stålplate kan gi uttrekksbelastninger på 3 000–7 000 N og strimmelmomentmotstand på 4–25 N·m avhengig av gjengestørrelse og materiale – ytelse som sveisede muttere kan oppnå, men som ingen konvensjonell gjenger i tynnplate kan nærme seg.
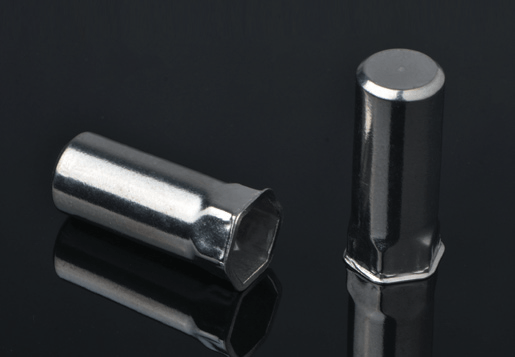
Blindnaglemuttere produseres i flere hodekonfigurasjoner og kroppsprofiler som påvirker hvordan den installerte festeanordningen sitter i forhold til paneloverflaten, hvor mye dreiemoment den kan motstå før spinning, og hvilket paneltykkelsesområde den kan romme. Å velge riktig kroppsstil er like viktig som å velge riktig materiale og gjengestørrelse - ved å bruke en flathodet rivmutter der det kreves et forsenket hode, eller en glatt kroppsstil der en riflet kropp er nødvendig for å forhindre rotasjon, produserer en installasjon som ikke oppfyller designkravet uavhengig av hvor nøyaktig den ble stilt.
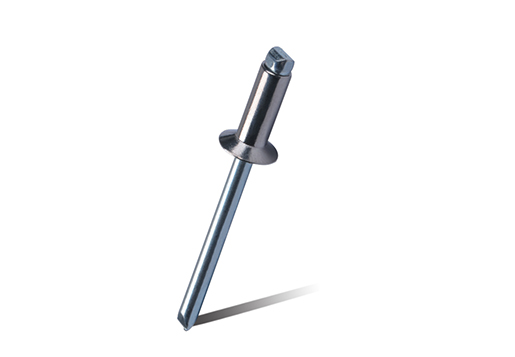
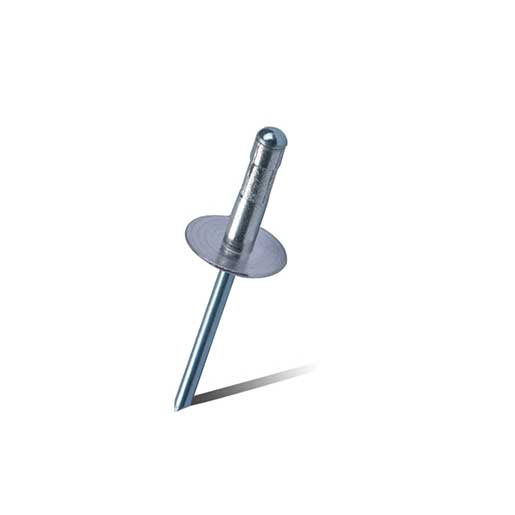
Det flate hodet (også kalt en stor flens eller standardflens) er den vanligste rivnut-hodestilen. Flensdiameteren er større enn hulldiameteren, og sitter stolt over paneloverflaten og ligger mot den for å fordele klembelastningen. Riemutter med flatt hode brukes der det installerte festehodet ikke trenger å være i flukt med overflaten - på innsiden av skap, på strukturelle braketter og i skjulte monteringsapplikasjoner. Den store flensdiameteren gir god bæreflate mot panelmaterialet, noe som er viktig i mykere materialer som aluminiumsplate og plast der en liten flens kan trekke gjennom hullet under høye boltebelastninger.
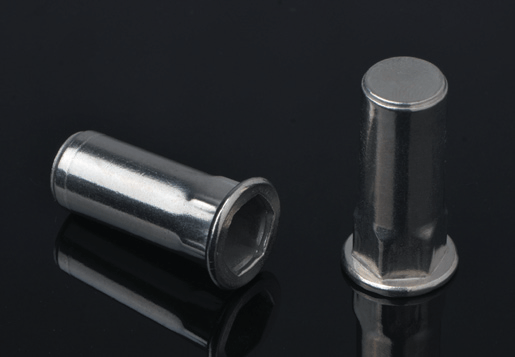
Forsenkede blindnaglemuttere har en vinklet flens designet for å sitte i flukt med eller under paneloverflaten når de er installert i et forsenket hull. Dette skaper en helt jevn overflate etter installasjon, noe som er avgjørende i aerodynamiske overflater, glidemekanismer, dekorative paneler og enhver montering der et utstikkende festehode ville være funksjonelt eller estetisk uakseptabelt. Den forsenkede vinkelen er typisk 90° eller 120°, og samsvarer med standard forsenkeborgeometrier. Forsenkede rivnøtter krever en ekstra forsenkingsoperasjon på hullet før installasjon, og legger til et prosesstrinn, men den resulterende spyleinstallasjonen er ofte den eneste akseptable løsningen for applikasjonskravene.
Blindnaglemuttere med redusert hode har en mindre flensdiameter enn standard flathodedesign, noe som tillater installasjon på steder der avstanden mellom hullet og en tilstøtende funksjon er begrenset - nær panelkanter, nær sveisesømmer eller i kanaler der en flens i full størrelse ikke ville passe fysisk. Det reduserte lagerområdet til den mindre flensen betyr lavere gjennomtrekkskapasitet i myke materialer, så varianter med redusert hode er best egnet til hardere materialer som stålplate der flenslagerspenningen er lavere i forhold til materialets flytestyrke. Noen applikasjoner bruker også en riflet eller sekskantet ytre kroppsprofil i kombinasjon med reduserte hoder for å forhindre rotasjon under dreiemoment, og kompenserer for det reduserte flensgrepet med den mindre diameteren.
Blindnaglemuttere produseres i fire primære materialfamilier, som hver er egnet til forskjellige basismaterialekombinasjoner, miljøeksponering og belastningskrav. Valget av rivmuttermateriale må ikke bare ta hensyn til de mekaniske kravene til skjøten, men også for galvanisk kompatibilitet med grunnmaterialet - å installere en rivmutter av stål i et aluminiumspanel i et marint miljø skaper en galvanisk celle som vil ødelegge det omkringliggende aluminiumet i løpet av måneder.
| Material | Uttrekksstyrke | Korrosjonsbestandighet | Kompatible foreldrematerialer | Beste applikasjoner |
|---|---|---|---|---|
| Stål (sinkbelagt) | Høyest | Moderat (innendørs/tørr) | Stål, jern, hardplast | Industrielle kabinetter, maskiner, kjøretøy |
| Aluminium | Moderat | Bra (utendørs) | Aluminium sheet, thin composites | Luftfartspaneler, marinearmaturer, EV-karosserier |
| Rustfritt stål (A2/A4) | Høy | Utmerket | Stål, rustfritt, aluminium (med isolator) | Marine, matforedling, utendørs utstyr |
| Messing | Moderat–High | Veldig bra | Plast, PCB, ikke-jernholdige paneler | Elektronikkskap, rørleggerinventar |
Stålnøtter med galvanisering av sink er de mest brukte og tilbyr de høyeste absolutte uttrekks- og dreiemomentverdiene, noe som gjør dem til standardvalget for konstruksjonsstålplateapplikasjoner i skjermede eller tørre innendørsmiljøer. Sinkbelegget gir moderat korrosjonsbeskyttelse tilstrekkelig for innendørs industrielt utstyr, men utilstrekkelig for langvarig utendørs eller kysteksponering. For utendørs bruk på stålkonstruksjoner, gir rustfrie stål A2 (304) eller A4 (316) rivnutter den nødvendige korrosjonsmotstanden – A4-kvalitet i kloridtunge marine miljøer, der A2 vil være i fare for sprekkkorrosjon under den installerte flensen.
Aluminiumsnøtter i aluminiums grunnmateriale er det galvanisk ideelle valget for aluminiumskonstruksjoner og -paneler. Deres lavere flytegrense sammenlignet med stål betyr at de produserer en mykere bule ved installasjon, noe som kan være fordelaktig i tynne eller skjøre grunnmaterialer der installasjonskraften til en stålmutter vil forvrenge hullsonen. Aluminiumsrivnutter bør ikke brukes der klembolten vil være en høyfast stålfeste med tiltrekkingsmoment til verdier som overstiger gjengestrimmelmomentet til den mykere aluminiumsinnsatsen - i slike tilfeller kreves en rivemutter av stål eller rustfritt stål, med passende galvaniske isolasjonstiltak for aluminiumspanelet.
Blindnaglemuttere er tilgjengelige i metriske gjengestørrelser fra M3 til M16 og i enhetlige gjengestørrelser fra 6-32 UNC til 3/8-16 UNC, som dekker hele spekteret av festestørrelser som brukes i lett metallplate gjennom middels strukturelle applikasjoner. Grepeområdet – rekkevidden av grunnmaterialetykkelser rivemutteren kan romme – er like viktig som gjengestørrelsen, fordi en rivemutter installert i materiale utenfor grepområdet enten ikke vil danne en skikkelig bule (for tykk) eller over-deformere og dele kroppen (for tynn).
Hver rivnut-modell er designet for et spesifikt grepsområde, som typisk spenner over 1,5–4 mm med variasjon i materialtykkelse innenfor et enkelt delenummer. En rivmutter spesifisert for et grepsområde på 0,5–3,0 mm vil installeres riktig i alle metallplater eller paneler innenfor det tykkelsesområdet, og danner en konsistent bule som gir full nominell klembelastning. Installering av en 0,5–3,0 mm rivemutter i 4 mm materiale er en vanlig feltfeil som produserer en installasjon der kroppen ikke har deformert seg nok til å gripe baksiden av materialet – rivemutteren vil spinne eller trekke seg ut under svært lav belastning.
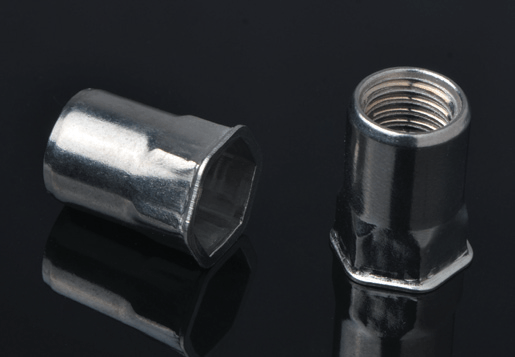
Standard rivnutter med åpen ende har en gjenget kropp som er åpen både i flensenden og den utstikkende (blinde) enden. Dette gjør at enhver lengde på bolten kan passere gjennom den installerte innsatsen, men betyr også at væsker, gasser og forurensninger kan passere gjennom naglemutterkroppen i begge retninger. I applikasjoner som krever væske- eller trykkforsegling på festestedet - trykksatte kapslinger, utendørs utstyr, væskeholdige paneler - må lukkede rivemutter med en forseglet blind ende spesifiseres. Lukkede konstruksjoner har samme ytre geometri og installasjonsmetode som konstruksjoner med åpen ende, men blokkerer passasjen av væske gjennom innsatslegemet, og opprettholder integriteten til enhver pakning eller tetningsmasse ved skjøtegrensesnittet uten å kreve ytterligere tetningstiltak ved festehullet.
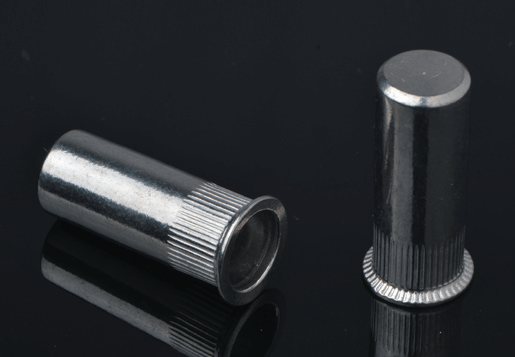
Standard blindnaglemuttere med glatt kropp er avhengige av friksjon mellom den deformerte kroppsbulen og panelmaterialet for å motstå rotasjon når den tilhørende bolten strammes eller fjernes. I myke materialer - tynne aluminium, plast og komposittpaneler - kan denne friksjonsmotstanden være utilstrekkelig, noe som får rivemutteren til å spinne i hullet i stedet for å la bolten strammes eller fjernes. Riflenutter med riflet kropp har langsgående takker eller et riflet mønster på den ytre kroppsoverflaten som skjærer inn i hullveggen under installasjonen, og gir en positiv mekanisk antirotasjonslås uavhengig av klemfriksjonen. Riflete rivnutter er den korrekte spesifikasjonen for alle bruksområder der grunnmaterialet er mykt nok til å tillate spinning under moderat dreiemoment, eller hvor bolten ofte vil bli fjernet og installert på nytt i løpet av produktets levetid.

Riktig installasjon av blindnaglemuttere krever et innstillingsverktøy som kan bruke den nøyaktige kombinasjonen av trekkkraft og slag som kreves for å danne bulen uten oversetting eller undersetting av kroppen. Bruk av feil verktøy - eller bruk av riktig verktøy feil - er den vanligste årsaken til svake eller mislykkede rivnut-installasjoner. Verktøyvalget avhenger av trådstørrelsen som installeres, produksjonsvolumet og tilgjengeligheten til installasjonsstedet.
Manuelle verktøy for innstilling av rivmutter bruker en saks eller spakmekanisme med to håndtak for å generere trekkkraften på spindelgjengen, og danner bulen gjennom mekanisk innflytelse. De er rimelige, krever ingen strømkilde og er egnet for sporadisk bruk eller feltreparasjonsarbeid på små gjengestørrelser - vanligvis M3 til M8. Begrensningen til manuelle verktøy er tretthet og inkonsekvens i høyvolumproduksjon, hvor installasjonskraften varierer mellom operatører og i løpet av et skift. For M10 og større størrelser overstiger trekkkraften som kreves det de fleste operatører pålitelig kan generere med et manuelt verktøy, noe som gjør pneumatisk eller batteridrevet verktøy nødvendig.
Pneumatiske verktøy for innstilling av rivmutter bruker trykkluft for å drive et stempel som påfører den nødvendige trekkkraften på den gjengede doren, og reverserer deretter for å frigjøre doren og løse ut settinnsatsen. De leverer konsistent installasjonskraft uavhengig av tretthet eller variasjon hos operatøren, noe som gjør dem til standardvalget for produksjonslinjebruk der hundrevis eller tusenvis av rivnøtter er installert per skift. Pneumatiske verktøy er tilgjengelige med justerbare trekkkraft- og slaginnstillinger som kan kalibreres for spesifikke mutterstørrelser og materialer, noe som sikrer konsistent installasjonskvalitet gjennom hele produksjonsløpet. Hydrauliske verktøy brukes for de største størrelsene (M12–M16) der pneumatisk trykk alene er utilstrekkelig til å generere den nødvendige innstillingslasten på 15–25 kN.
Batteridrevne rivnut installasjonsverktøy har vokst i markedsandel betydelig ettersom litium-ion batteriteknologi har gjort batteridrevne verktøy kraftige nok til å installere M8–M12 rivnutter med jevn kraft og uten flyselskapets avhengighet av pneumatiske verktøy. Trådløse verktøy er ideelle for installasjonsarbeid på stedet, feltserviceoperasjoner og produksjonsmiljøer der trykkluft ikke er tilgjengelig eller hvor verktøymobilitet er viktig. Ledende produsenter, inkludert Stanley Engineered Fastening (POP-merke), Gesipa og Böllhoff tilbyr batteridrevne rivmutterverktøy med dreiemoment- og slaginnstillinger som kan justeres gjennom verktøyets grensesnitt, og gir sammenlignbar installasjonskonsistens med pneumatiske verktøy for størrelsene innenfor deres kapasitetsområde.
En korrekt installert blindnaglemutter krever presis utførelse ved hvert trinn - hullforberedelse, verifisering av rivmuttervalg, kalibrering av innstillingsverktøy og kontroll etter installasjon. Snarveier på et hvilket som helst trinn produserer skjøter som svikter under den nominelle belastningskapasiteten, og feilmodusen - spinning i hullet eller trekker gjennom under belastning - er ofte ikke synlig før skjøten er testet eller svikter i bruk.
Blindnaglemuttere dukker opp i et eksepsjonelt bredt spekter av bransjer og bruksområder, forenet av det vanlige kravet om en sterk gjengeforbindelse på et sted der bare én side av grunnmaterialet er tilgjengelig. Å forstå de spesifikke kravene til hver applikasjonskontekst hjelper deg med å velge riktig rivmuttervariant – materiale, hodestil, kroppsprofil og gjengestørrelse – for pålitelig ytelse over produktets levetid.
Karosseripaneler, dørrammer, instrumentpanelholdere, batterikapslinger i elektriske kjøretøyer og tilhengerkarosserier bruker i stor grad blindnaglemuttere for å feste braketter, trimdeler, kabelhåndteringsutstyr og mekaniske komponenter til tynne metallplater som ikke kan sveises etter lakkering eller som må akseptere og frigjøre komponenter gjentatte ganger i løpet av kjøretøyets levetid. Rivemutter av stål og rustfritt stål i størrelser M5–M10 er mest vanlige i karosseriapplikasjoner, med aluminiumsrivnutter som brukes i aluminiumintensive kjøretøykonstruksjoner for å unngå galvaniske korrosjonsproblemer. De høye produksjonsvolumene i bilproduksjon favoriserer pneumatiske og robotiske innstillingsverktøy som leverer konsistent installasjonskvalitet med hastigheter på hundrevis av rivnutter per time.
Elektriske skap, serverrack, kontrollpaneler og elektronisk enhetshus bruker blindnaglemuttere for å gi festepunkter for DIN-skinner, kabelskinnebraketter, komponentmonteringsplater og hengslede dører i tynne stål- eller aluminiumskapspaneler. I disse applikasjonene fungerer rivmutteren ofte som en fast muttererstatning - og eliminerer behovet for en separat løs mutter på den utilgjengelige innsiden av kabinettpanelet. Messing rivnutter foretrekkes i applikasjoner som involverer PCB-montering eller sensitiv elektronikk der stålets magnetiske egenskaper kan forstyrre komponenter, og hvor messing gir både korrosjonsmotstand og utmerket gjengekvalitet for de fine skruene som er vanlig i elektronikkmontering.
Innvendige paneler for fly, avionikkutstyrsrom, helikopterhalebommer og flyskrog med ubemannede luftfartøyer (UAV) bruker blindnaglemuttere i aluminium og rustfritt stål for å gi gjengede festepunkter i tynnveggede aluminiumskinn og komposittpaneler der nagling ikke gir gjengeinngrep og sveising er enten upraktisk eller uakseptabel. Luftfartsapplikasjoner spesifiserer rivnuts til NAS (National Aerospace Standard) eller NASM-spesifikasjoner, med strengere dimensjonstoleranser og testkrav enn kommersielle katalogprodukter. Varianter med forsenket hode er standard i aerodynamiske overflateapplikasjoner for å opprettholde jevn luftstrøm over paneloverflaten.
Rørformede møbelrammer i stål og aluminium, utstillingshyller, skillesystemer og arkitektoniske kledningspaneler bruker blindnaglemuttere for å feste maskinvare, koblingsbraketter, nivelleringsføtter og strukturelle koblinger til hule eller tynnveggede seksjoner der gjenging av grunnmaterialet ville være utilstrekkelig og sveising er upraktisk etter pulverlakkering eller anodisering. Muligheten til å installere rivnutter etter overflatebehandling er en betydelig produksjonsfordel - deler kan etterbehandles først og deretter monteres med rivnutter uten å skade overflaten, i motsetning til sveisede muttere som må installeres før etterbehandling og beskyttes under belegningsprosessen.
Selv med korrekt produktspesifikasjon, mislykkes installasjoner av blindnaglemutter når prosessvariabler ikke kontrolleres. Følgende problemer står for de fleste feltfeil og avvisninger av produksjonskvalitet, og hver har en klar årsak og forebyggende tiltak.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved
