



Vi ønsker deg velkommen til å kontakte oss, stødig ikke bare din pålitelige leverandør, men også din turstworthy forretningspartner.
 +(86) -133 8863 9264
+(86) -133 8863 9264
Jan 27,2026
Blindnaglemuttere , ofte referert til som "rivnuts" eller gjengede innlegg, løser en spesifikk ingeniørutfordring: å lage sterke, gjenbrukbare tråder i materialer som er for tynne til å tappe. I motsetning til standard nagler som permanent forbinder to deler, forankrer en naglemutter seg selv i et enkelt ark, og gir et monteringspunkt for bolter eller skruer. Dette gjør dem uunnværlige ved restaurering av biler, romfart og spesialtilpasset fabrikasjon der tilgang på baksiden er umulig.
Mekanismen er avhengig av kompresjon. Når naglemutteren tres på setteverktøyet og settes inn i et forhåndsboret hull, trekker verktøyet gjengene bakover. Denne handlingen får den ugjengede delen av skaftet – kjent som kollapskammeret – til å bule utover på den blinde siden av materialet. Denne bulen klemmer metallplaten tett mot hodet på festeanordningen, og låser den på plass. Å forstå denne deformasjonsprosessen er kritisk fordi hvis trekkkraften er for svak, snurrer mutteren; hvis den er for sterk, stripes trådene.
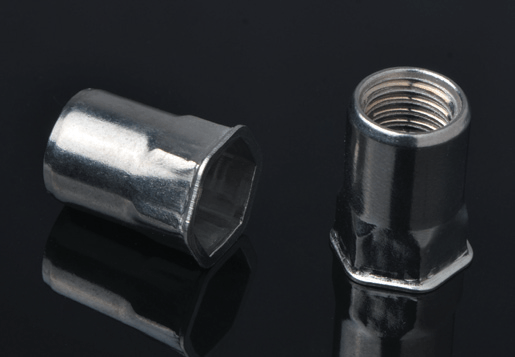
Å velge riktig form er det første trinnet for å forhindre feil. Kroppsprofilen dikterer festeanordningens motstand mot "spinn ut" - den vanligste feilmodusen der mutteren roterer i hullet når en bolt strammes. Mens runde kropper er de vanligste på grunn av enkel installasjon (krever bare en standard borkrone), gir de minst motstand mot dreiemoment.
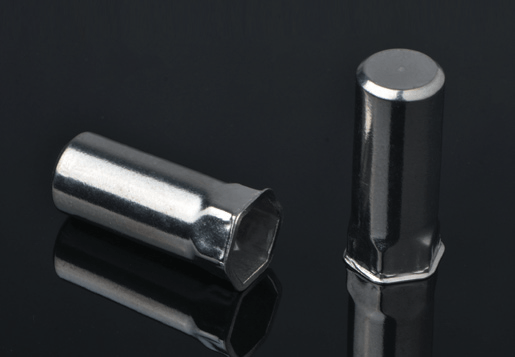
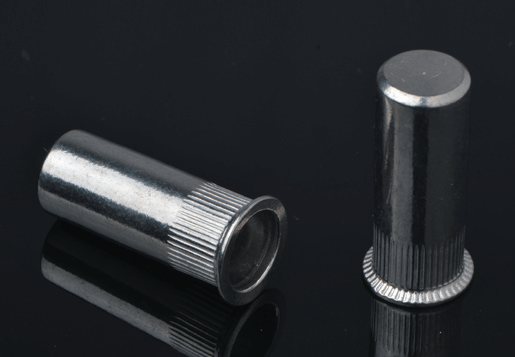
For bruk med høyt dreiemoment er sekskantede naglemuttere overlegne. De krever et sekskantformet hull, vanligvis dannet av en laserskjærer eller en spesialisert stanse, men de låser seg mekanisk inn i materialet, noe som gjør spin-out nesten umulig. Hvis du er begrenset til å bore runde hull, men trenger høyere dreiemomentmotstand, se etter "splined" eller "rurled" runde kropper. Disse har vertikale rygger på skaftet som biter seg inn i vertsmaterialet for å øke friksjonen.
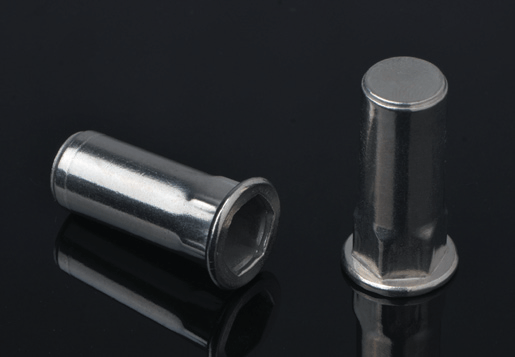
Hodestilen påvirker den endelige flushness av monteringen. A Flatt hode gir mest overflate på forsiden, og gir høy push-out motstand, men den sitter stolt over overflaten. A Forsenket hode lar festeanordningen sitte i flukt med materialet, men krever at du forsenker hullet, noe som er vanskelig i svært tynne metallplater. A Redusert eller lav-profil hode er et hybridalternativ, og tilbyr en nesten flush passform uten behov for forsenking, selv om den gir litt mindre strukturell styrke enn et stort flatt hode.
En av de mest oversett aspektene ved montering av naglemutter er galvanisk korrosjon. Dette skjer når to forskjellige metaller er i kontakt i nærvær av en elektrolytt (som fuktighet), noe som får en til å korrodere raskt. For eksempel kan det å installere en aluminiumsnaglemutter i et stålpanel føre til at mutteren blir hvitt pulver over tid, og forårsaker strukturell feil.

I motsetning til en standard mutter og bolt, har en blindnaglemutter et spesifikt "grepsområde" - minimum og maksimum materialtykkelse den effektivt kan klemme. Hvis du prøver å installere en naglemutter med et grepsområde på 0,5 mm–3,0 mm i en 4,0 mm tykk plate, vil ikke kollapskammeret utvide seg helt, noe som resulterer i en løs passform. Omvendt vil bruk av en naglemutter designet for tykke materialer på et tynt ark forhindre at hodet sitter ordentlig.
Mål alltid den totale tykkelsen på materialet du installerer i, inkludert maling eller belegg. Produsenter stempler eller fargekoder festene for å indikere grepsområde. Hvis du jobber med variable tykkelser, bør du vurdere "multigrip" naglemuttere, som har variable kollapssoner for å imøtekomme et bredere spekter av målere.
| Parameter | Konsekvens av feil | Løsning |
| Hullstørrelse for stor | Naglemutter spinner fritt; tap av momentmotstand. | Bruk nøyaktige bor; ikke slingre boret. |
| Grip rekkevidde for kort | Bule dannes inne i hullet, ikke bak det. | Mål materialtykkelsen med skyvelære. |
| Overmomentverktøy | Gjenger stripe eller dor klikker. | Juster verktøyets slag; bruk et dreiemomentbegrenset verktøy. |
Spin-out er marerittscenarioet for enhver installatør. Når en naglemutter snurrer, blir det ekstremt vanskelig å fjerne bolten, noe som ofte krever at bolthodet slipes av. Forebygging er helt avhengig av hullforberedelse og riktig innstillingskraft.
Hullet må ha den nøyaktige diameteren spesifisert av produsenten. Hvis spesifikasjonen krever et 9 mm hull, vil en 3/8" borkrone (som er omtrent 9,5 mm) resultere i en slurvet passform og uunngåelig feil. Bruk metriske bits for metriske naglemuttere. Sørg dessuten for at hullet er avgradet. Grader kan sitte under hodet på naglemutteren, noe som hindrer den i å holde fast på flensingen og reduserer friksjonen.
Hvis du blir tvunget til å bruke en rund naglemutter i en kritisk applikasjon, kan du øke sikkerheten ved å påføre en holdemasse (som Loctite 680) på utsiden av naglemutterkroppen før innsetting. La den herde helt før du installerer bolten. Dette legger til en kjemisk binding for å supplere den mekaniske friksjonen.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved


 No
No